I use high carbon steels for my knives 1080 and 5160, etc
going to order some drill bits from MSCdirect - or whoever else you guys recommend
thinking -
jobber length, 1/8,1/4,3/16, 3/8
cobalt for non hardened steels
titanium nitride for handle materials
titanium aluminum nitride - for steel
my question is what drill point angle do most recommend to be most efficient / effective ???
any other recommendations ?
thanks
going to order some drill bits from MSCdirect - or whoever else you guys recommend
thinking -
jobber length, 1/8,1/4,3/16, 3/8
cobalt for non hardened steels
titanium nitride for handle materials
titanium aluminum nitride - for steel
my question is what drill point angle do most recommend to be most efficient / effective ???
any other recommendations ?
thanks
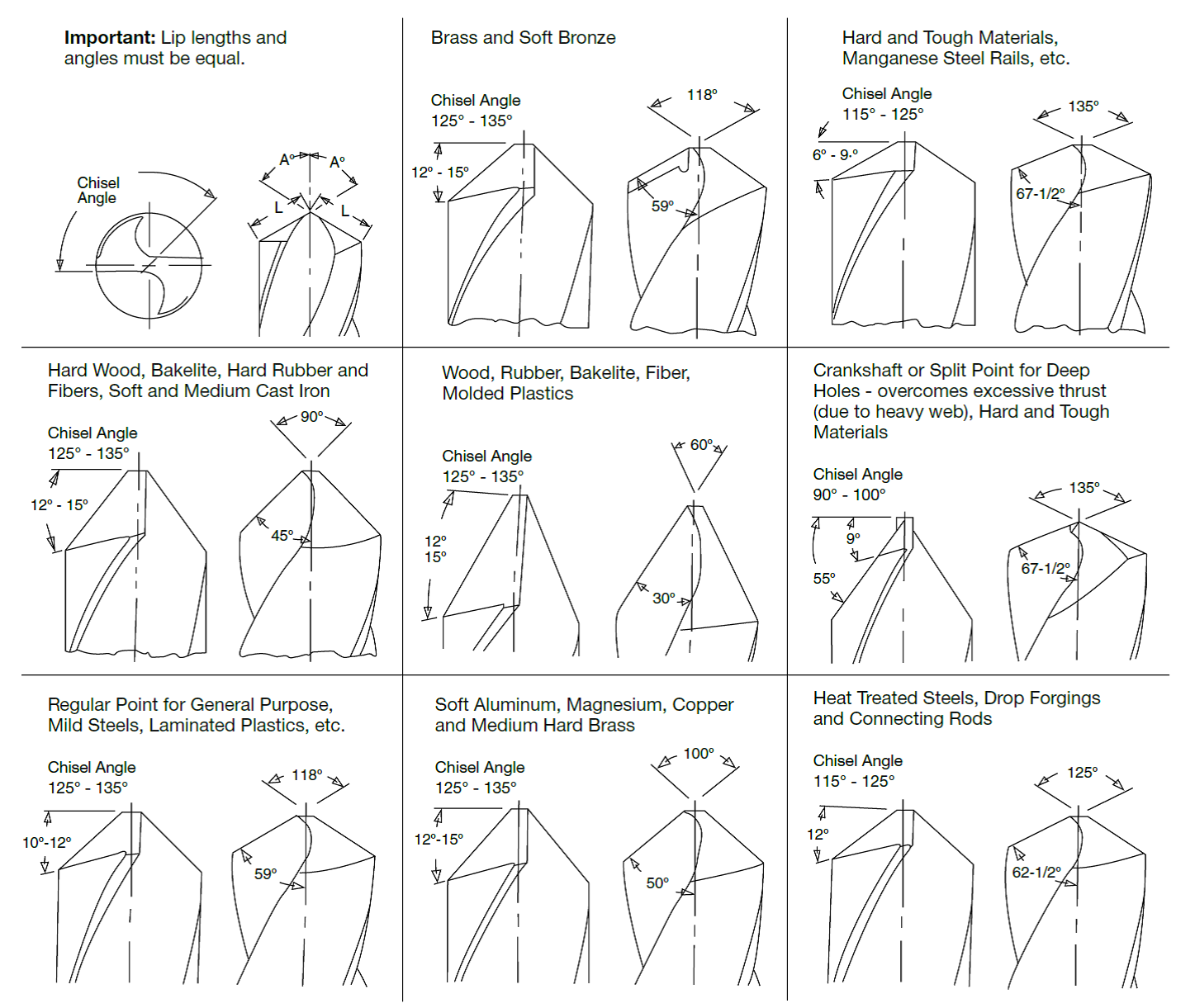
![Effienct%20Drilling.png[\img]](https://www.regalcuttingtools.com/sites/default/files/assets/images/Effienct%20Drilling.png[\img])