A while back, I bought my first and last Randall knife. It was a used knife in stainless steel, but when I used it, I could tell immediately that it's heat treat was poor. It bent like taffy. Being worthless to me at that point, I did some destructive testing to get to know its limits.
After seeing my knife after destructive testing, Luong (
 BluntCut MetalWorks
BluntCut MetalWorks
) generously made me a new knife in PSF 27, which is D2 steel processed in a way superior to ingot steel. The spray-form processing gives better distribution and size to the carbides, making PSF 27 more wear resistant and tougher (resistant to chipping) than ingot D2.
The knife is beautiful in form and function. Luong ran the heat treat up to 64 Rc and ground the blade into a high-performance geometry. The edge is 15 thousandths along the flat and 6 thousandths along the belly, where the blade is used to penetrate. In my opinion, this is the proper way to grind the edge. The blade has a nice distal taper, from 0.125 inches at the base of the spine and 0.03 inches a quarter inch back from the tip. This is a slicer that can penetrate with ease. Luong even took the time to round the spine to make the thumb positioning more comfortable.
I've been using it for a while, and its performance is killer.
The knife's design is simple, elegant and classic: The blade is pointy, the belly is gradual. There is a highly functional sharping notch. The handle is rounded, comfortable and fills the hand, with just the right amount of curvature fore and aft to prevent your grip from slipping in either direction. It does not want to twist in the hand. There is no jimping because none is needed. I love this knife.
But I promised Luong that I'd test it properly to its limits. I didn't want to do any destructive testing because I like and use the knife so much. But I also wanted to carefully test its limits.
In normal use, the knife is nimble. It cuts through normal material with ease.
To test the edge stability (resistance to chipping/cracking and denting/rolling), I batonned through an oak dowel. This is not a super tough test, but it did dent a 1075 chopper I have. The PSF 27 took no damage.
Next was chopping through 12 gauge electrical cord.
The apex suffered a tiny bit of micro-chipping, which you can see in the photo below.
I did both of these tests with the only undamaged portion of the Randall left. Its edge was a much more robust 27 thousandths, and it took only a tiny bit of micro-rolling, which you can see in the photo below, marginally less than the PSF 27 edge. Its cutting performance was far inferior to Luong's knife because of its thicker geometry.
Finally, came the acid test, which no knife I've tested has passed: Cutting through a tough piece of bailing wire. I hammered each knife equally until I could detect damage -- and no further. Neither blade would cut through the wire. The damage was about equal with the same force on batonning, but remember, the Randall had a much thicker edge and was softer, so the odds were heavily stacked in its favor.
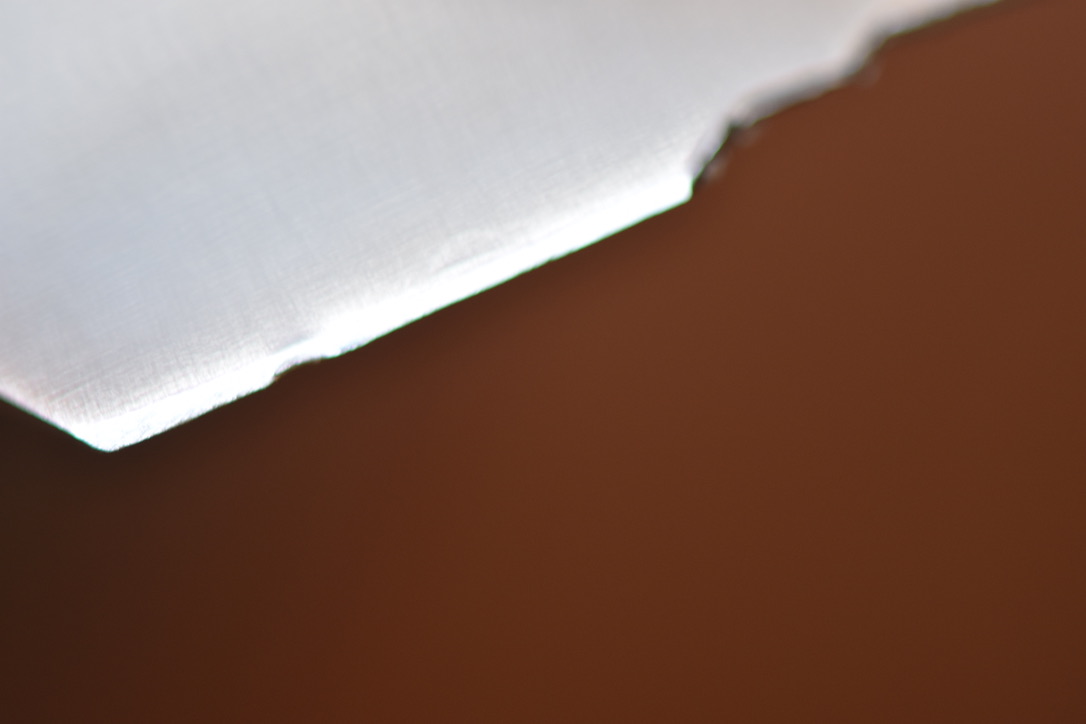
The Randall dented (dent at left of center on edge). You can also see some micro-rolling from the copper wire test.
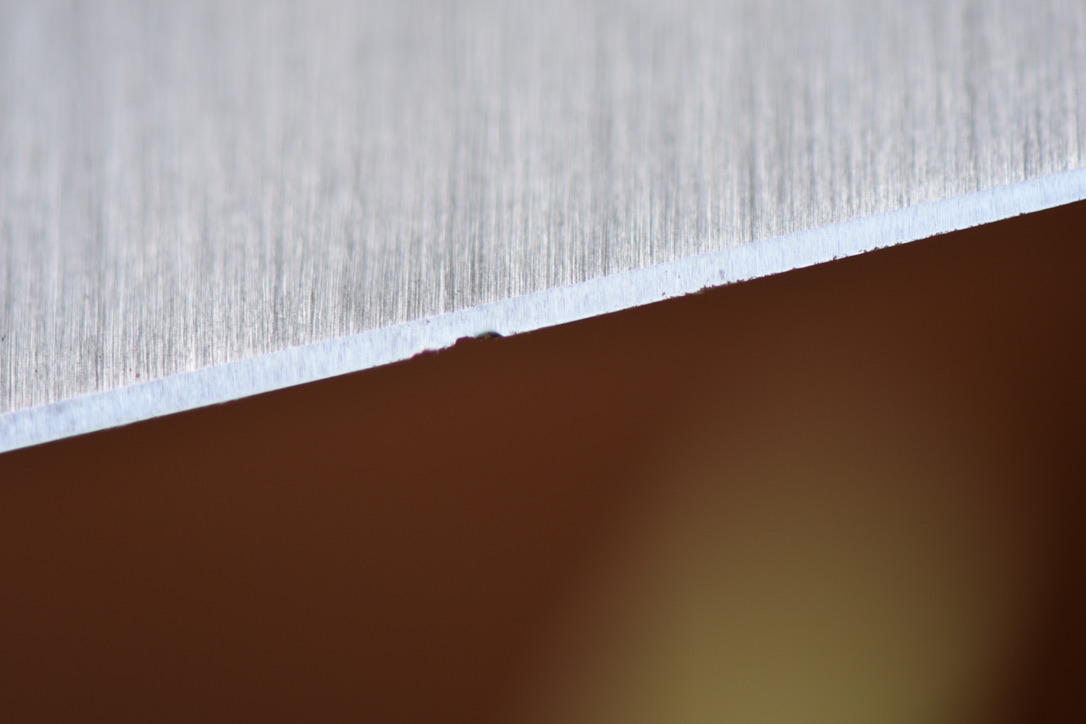
The PSF 27 chipped, with some micro-chipping from the copper wire test to the right:
The aggressive geometry on the PSF 27 blade was not designed for this kind of abuse, but I did find its limits without causing serious damage. I won't be abusing this knife again. It's such a joy to use. I've never tested a knife with this aggressive of geometry that took so little damage from the bailing wire test. Pretty cool.
Awesome knife with classic design, aggressive blade geometry, comfortable handle and excellent edge stability.
And a really nice heat treat.
Thanks, Luong.