- Joined
- Nov 15, 2005
- Messages
- 1,198
UPDATE - (7-27-19) - New Build and Results Finished on Page 2 Post #24!

Original Post:
--------------------------------------------------------------------
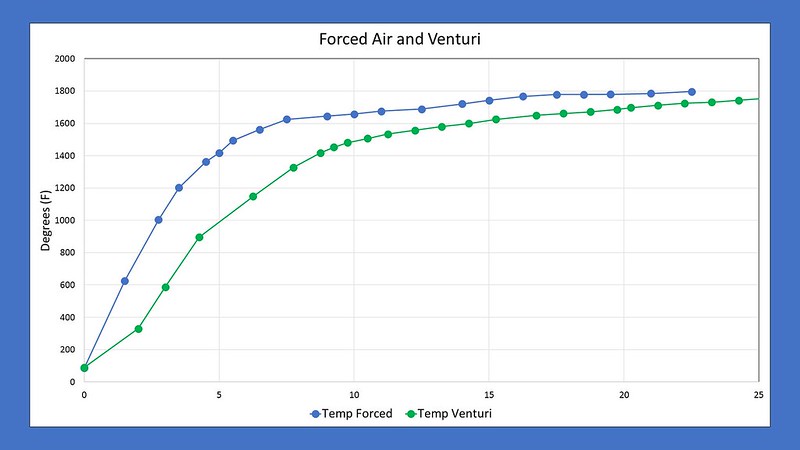
So... I recently rigged up a thermocouple in my forge in order to measure the temperature in my muffle pipe in an effort to aid in nailing some heat treat temperatures.
I quickly found that neither of my burners would perform much lower than 1800 F (results below). My forge is constructed from an air tank with 2 layers of kao-wool, satanite, and ITC-100.
Do yall have any ideas on how to modify my current forced air burner or suggestions on sizing to build a new burner that can get me in the 1500-1600 range?
Supporting Pictures and Video of my Setup:



Trying to show the tip (disregard the old wooden cart):


Cheers,
JK
Original Post:
--------------------------------------------------------------------
So... I recently rigged up a thermocouple in my forge in order to measure the temperature in my muffle pipe in an effort to aid in nailing some heat treat temperatures.
I quickly found that neither of my burners would perform much lower than 1800 F (results below). My forge is constructed from an air tank with 2 layers of kao-wool, satanite, and ITC-100.
Do yall have any ideas on how to modify my current forced air burner or suggestions on sizing to build a new burner that can get me in the 1500-1600 range?
Supporting Pictures and Video of my Setup:
Trying to show the tip (disregard the old wooden cart):
Cheers,
JK
Last edited:

