- Joined
- Jun 1, 2019
- Messages
- 211
Alright I thought I saw a post on this but maybe my search abilities just suck.
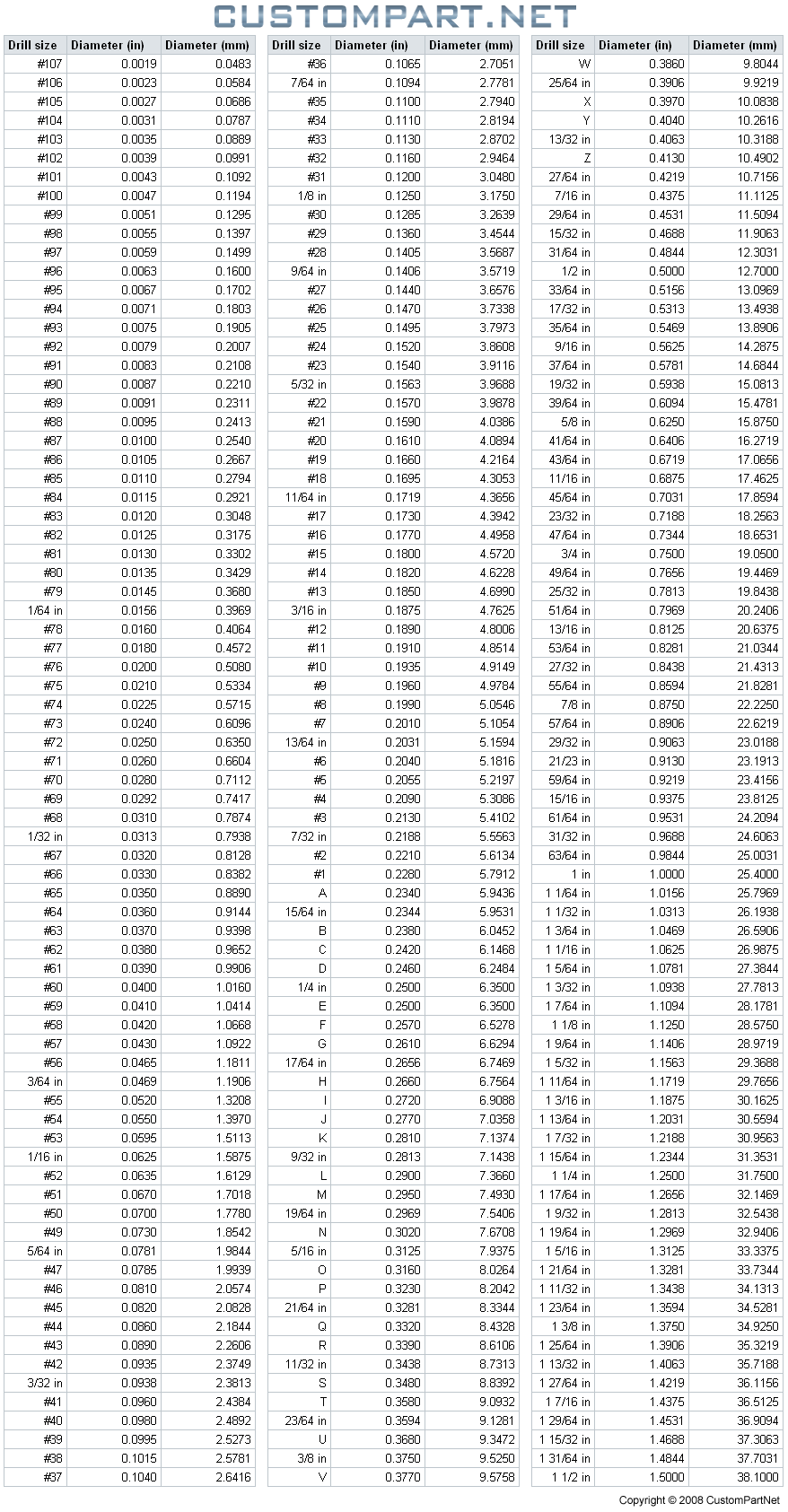
I use 1/4 pins and lanyard tubing a lot. If I use 1/4 drill bit they won't fit, so I size up to 17/64. But that's too big.
Whats the trick here...Do they make drill bits with smaller increments? If so what do you guys recommend for a set that will give me the widest variety of sizes and still be strong and tough. Im willing to spend the money! Not as concerned with the steel as the handle material because it looks oversized and awful.
I use 1/4 pins and lanyard tubing a lot. If I use 1/4 drill bit they won't fit, so I size up to 17/64. But that's too big.
Whats the trick here...Do they make drill bits with smaller increments? If so what do you guys recommend for a set that will give me the widest variety of sizes and still be strong and tough. Im willing to spend the money! Not as concerned with the steel as the handle material because it looks oversized and awful.
")
