- Joined
- Oct 20, 2008
- Messages
- 5,547
Here's a pair of mosaic hunters. I spent 15 hours of July 4th finishing them, and somehow the fire and explosions seem to have migrated into the work!
These knives are slightly dissimilar from each other in style.
Knife #1 is 9 in overall length, with a blade length of 4-1/4. It is the sleeker of the two, and has a curved/tapered handle.
Knife #2 is 8-3/4 in overall length, with a blade length of 3-3/4. The handle has a slight finger notch.
Both are forged from the same tiled-out billet of coarse w's steel, with bolsters from the ends of the same billet forged on.
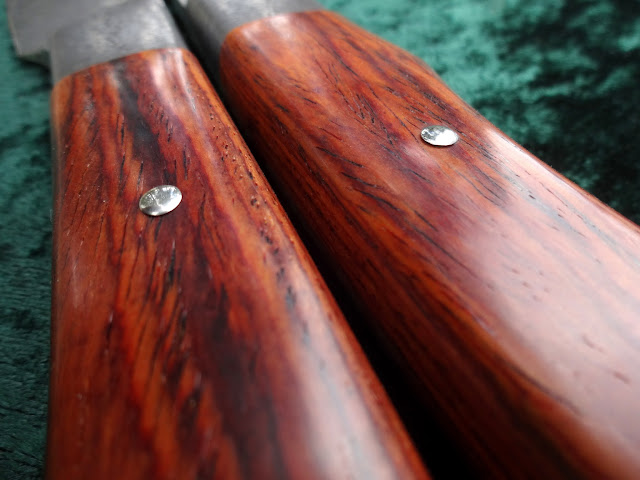
Both have handles of some incredible cocobolo I recently picked up, finished with Teak Oil.
The nickel silver handle pins are domed, and the grips are heirloom fit.
Lemme know what you think! Also, let's talk about knives of this style and how they are built. I have some pics I took while working, that I can post as necessary!

















These knives are slightly dissimilar from each other in style.
Knife #1 is 9 in overall length, with a blade length of 4-1/4. It is the sleeker of the two, and has a curved/tapered handle.
Knife #2 is 8-3/4 in overall length, with a blade length of 3-3/4. The handle has a slight finger notch.
Both are forged from the same tiled-out billet of coarse w's steel, with bolsters from the ends of the same billet forged on.
Both have handles of some incredible cocobolo I recently picked up, finished with Teak Oil.
The nickel silver handle pins are domed, and the grips are heirloom fit.
Lemme know what you think! Also, let's talk about knives of this style and how they are built. I have some pics I took while working, that I can post as necessary!
 I saw these on my phone earlier and didn't even realize the pattern change between the bolsters and the blade. My mind is blown!
I saw these on my phone earlier and didn't even realize the pattern change between the bolsters and the blade. My mind is blown!")
