A.McPherson
Knifemaker / Craftsman / Service Provider
- Joined
- Jan 27, 2012
- Messages
- 2,866
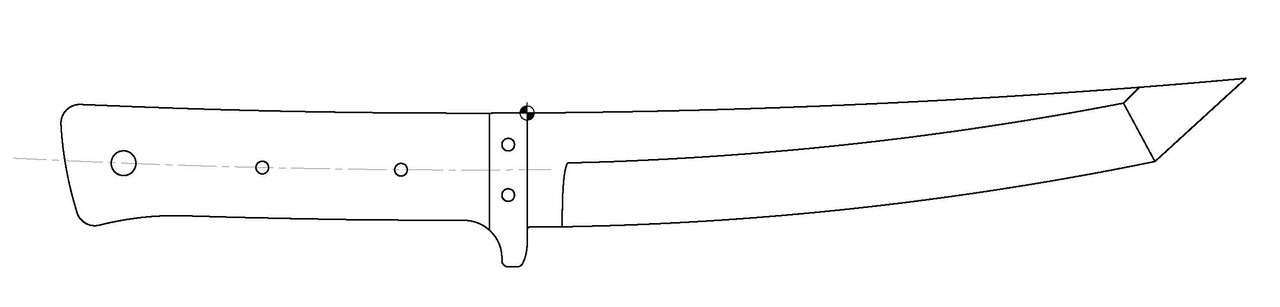
Sounds like it's cut on water jet
The BladeForums.com 2024 Traditional Knife is ready to order! See this thread for details:
https://www.bladeforums.com/threads/bladeforums-2024-traditional-knife.2003187/
Price is $300 $250 ea (shipped within CONUS). If you live outside the US, I will contact you after your order for extra shipping charges.
Order here: https://www.bladeforums.com/help/2024-traditional/ - Order as many as you like, we have plenty.
Thank you, sir.Your steel was cut by waterjet.
CPM M4 is an alloy made by the particle metallurgy (PM) process. We've never sheared PM alloys.
Chuck

Thanks Crag,Your blank isn't hard yet, correct?
profiling is the easiest/Best stage, don't skip it.
I'll give you a practicle reason...... It gives you more grinder time. You NEED time at your grinder. You need to build confidence. Confidence is easily 50% of the build. Take Deep breaths, figure it out.
Grinding bevels is tricky (I do it free hand) it takes Many Many knives to get ok at...... Grinding profiles is easy. You will be a Pro after your second knife. Don't deprive yourself of that confidence building, grinder time.
I agree with first making a template out of cheap steel or plastic or something..... It's great then for repeat blanks to trace around, and then you get even More grinder time!
Thanks Crag,
Correct - not hard.
As mentioned previously in this thread, I have a few pieces of 1095 that I plan to practice on, to see if I can even come close to being able to grind. Having the water jet cut blank will act as a template for the 1095 versions that I will have to saw and grind out.
If I do not feel comfortable grinding after 4 junked blades, I guess i will have to start looking for someone that might be able to grind the M4 for me. I have no intention of wrecking the M4.
Thanks again for the design help - I think it looks great!
 just do a little at a time.
just do a little at a time.You mean like this?It sounds like you have your mind made up, but what I would do if I were you is get enough steel (cheap, whatever steel) and do enough profiles for maybe 3 blades.
Use those "dummy blanks" to practice ALL steps of your process. It Will help you.
-If you wont/cant do profiles, bevels aren't going to be any easier.......
I'm actually planning on grabbing a piece to help me do a hollow grind, with a new wheel I got. Just to get a feel how thin I can go, and what that looks like
We are here to help, and Cheer you on..... Go grind your outlines.
I cover my steel with marking compound, like Dykem or Wolf and scribe, let it dry..... then grind to line slowly..... Outside radius are easier than inside.
For inside radius, track your belt OFF your platen by about 1/2" Use that to soften your INSIDE radius. It's actually pretty easy and works great.

")
It looks fine....You mean like this?
I did this on a 1x42 Kalamazoo - it is my 1/8" thick mild steel template for a few blades that I want to make. It is not perfect or finished in this photo, but it is finished in real life, and looks good to me. I will get a better photo of it soon. I am retired so I am working on my own schedule and it can take me a while to get to things
I think I edited the post while you replied?It looks fine....
What I often do is smooth the profile out with a hand file.
be careful not to bend it. I usually do it Hard, with a cheap Am*zon diamond file clamped upright in a vise.
*In the future, I like to drill holes First.
It's easier to hold securely in a vise when the sides are parallel
I have a milling machine I intend use to drill the holes. I moonlighted for years in a machine shop (because I always wanted to be a machinist!It looks fine....
What I often do is smooth the profile out with a hand file.
be careful not to bend it. I usually do it Hard, with a cheap Am*zon diamond file clamped upright in a vise.
*In the future, I like to drill holes First.
It's easier to hold securely in a vise when the sides are parallel, but you should still be able to, just take it easy
 ) running a manual mill, a surface grinder, made lots of carbide form tools, and ran a CNC milll and CNC lathe, so I am going to use my mill to drill the holes. I thought about drilling the holes first but I was anxious to get to the profile because I wanted to see how it went - frankly, I thought the profiling was rather easy?
) running a manual mill, a surface grinder, made lots of carbide form tools, and ran a CNC milll and CNC lathe, so I am going to use my mill to drill the holes. I thought about drilling the holes first but I was anxious to get to the profile because I wanted to see how it went - frankly, I thought the profiling was rather easy?

What shearing note? Shearing had never crossed my mind.
There was some mention about shearing CPM steel earlier.So much for my water jet service thread I guess...