You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Heat Treatment - Crystal Weaving Foundation
- Thread starter BluntCut MetalWorks
- Start date
BluntCut MetalWorks
Knifemaker / Craftsman / Service Provider
- Joined
- Apr 28, 2012
- Messages
- 3,421
Upcoming experiment optimized variables and values for edge tools with goals: High strength, high toughness, sticky/grabby edge. Quantitative example goal for 1095 specimens 61-65rc be within +- 15 ft/bls of 8670 charpy# at same hardness. The spear point 1095 chopper(target 62-64rc) designed for high impact and also support digging. Estimate test starts around 20220410.

Last edited:
BluntCut MetalWorks
Knifemaker / Craftsman / Service Provider
- Joined
- Apr 28, 2012
- Messages
- 3,421
BluntCut MetalWorks
Knifemaker / Craftsman / Service Provider
- Joined
- Apr 28, 2012
- Messages
- 3,421
FWIW - Test Wear Resistance via Cutting Scotch Brite Green Scouring Pad
Thank you, Luong. Your work continues to get more extensive and valuable.
I like the idea of using a more abrasive medium than rope to test edge wear. I remember poor Ankerson's tests where he ended up with a mountain of rope cuttings or cardboard strips, sore hands and hours of lost time. Larrin has a lot of CATRA data on steel edge wear, but those data depend on expensive equipment and are limited to standardized edge angles, sharpening techniques, heat treats and Rc hardness levels, in addition to the variable of the steel alloy.
A standardized test that we could all do fairly quickly would be welcome. Of course, with too much abrasion, we lose resolution. I'm thinking that with this kind of test, edge angle and edge width are not too much of a factor. Only the apex sees much challenge as it tries to defend its width (sharpness).
It looks to me as though you are putting a lot of pressure on the cut, which focuses the edge wear on the back part of the blade where the cut is initiated and mostly, if not entirely, completed. Maybe a lighter pass that doesn't cut fully through the Scotch Brite would work better, with the pressure carefully controlled. Maybe tape a weight to the blade and just drag it across the Scotch Brite with no additional downward pressure. By using a lighter weight, you could get more resolution. But this looks like an idea that could form an easily standardized test of edge wear that we could all do.
Love the blade and handle design. Classic.
I like the idea of using a more abrasive medium than rope to test edge wear. I remember poor Ankerson's tests where he ended up with a mountain of rope cuttings or cardboard strips, sore hands and hours of lost time. Larrin has a lot of CATRA data on steel edge wear, but those data depend on expensive equipment and are limited to standardized edge angles, sharpening techniques, heat treats and Rc hardness levels, in addition to the variable of the steel alloy.
A standardized test that we could all do fairly quickly would be welcome. Of course, with too much abrasion, we lose resolution. I'm thinking that with this kind of test, edge angle and edge width are not too much of a factor. Only the apex sees much challenge as it tries to defend its width (sharpness).
It looks to me as though you are putting a lot of pressure on the cut, which focuses the edge wear on the back part of the blade where the cut is initiated and mostly, if not entirely, completed. Maybe a lighter pass that doesn't cut fully through the Scotch Brite would work better, with the pressure carefully controlled. Maybe tape a weight to the blade and just drag it across the Scotch Brite with no additional downward pressure. By using a lighter weight, you could get more resolution. But this looks like an idea that could form an easily standardized test of edge wear that we could all do.
Love the blade and handle design. Classic.
BluntCut MetalWorks
Knifemaker / Craftsman / Service Provider
- Joined
- Apr 28, 2012
- Messages
- 3,421
Thanks J.Thank you, Luong. Your work continues to get more extensive and valuable.
I like the idea of using a more abrasive medium than rope to test edge wear. I remember poor Ankerson's tests where he ended up with a mountain of rope cuttings or cardboard strips, sore hands and hours of lost time. Larrin has a lot of CATRA data on steel edge wear, but those data depend on expensive equipment and are limited to standardized edge angles, sharpening techniques, heat treats and Rc hardness levels, in addition to the variable of the steel alloy.
A standardized test that we could all do fairly quickly would be welcome. Of course, with too much abrasion, we lose resolution. I'm thinking that with this kind of test, edge angle and edge width are not too much of a factor. Only the apex sees much challenge as it tries to defend its width (sharpness).
It looks to me as though you are putting a lot of pressure on the cut, which focuses the edge wear on the back part of the blade where the cut is initiated and mostly, if not entirely, completed. Maybe a lighter pass that doesn't cut fully through the Scotch Brite would work better, with the pressure carefully controlled. Maybe tape a weight to the blade and just drag it across the Scotch Brite with no additional downward pressure. By using a lighter weight, you could get more resolution. But this looks like an idea that could form an easily standardized test of edge wear that we could all do.
Love the blade and handle design. Classic.
Suggestion on using low pressure sawing motion is spot-on for higher precision measurement of wear resistance via concentrated AlO abrading the apex.
I sort of done that by sawing bamboo chopstick/SiO2 grit but apex wedge was continually self sharpen by the bamboo groove.
However your suggestion should flatten/round the apex rather too quickly, thus counter objective: 1st low cut count=low resolution/differentiation among steels, 2nd too contrition/artificial instead of reflecting task oriented normal uses.
BluntCut MetalWorks
Knifemaker / Craftsman / Service Provider
- Joined
- Apr 28, 2012
- Messages
- 3,421
T
Twindog
- After dork around with a few times tried to rig a workable weighted test cut scouring pad. Well, it worked well enough, thanks.
CPM T-15 68rc, 13.5dps
Test:
* Edge strength by whittling elk antler tip
* Wear Resistance by cutting Scotch Brite Green Scouring Pad, until edge no longer slices phonebook paper without extensive skipping due to dullness.
Result: Cut 33 inches of scouring pad.
CPM T-15 68rc, 13.5dps
Test:
* Edge strength by whittling elk antler tip
* Wear Resistance by cutting Scotch Brite Green Scouring Pad, until edge no longer slices phonebook paper without extensive skipping due to dullness.
Result: Cut 33 inches of scouring pad.
BluntCut MetalWorks
Knifemaker / Craftsman / Service Provider
- Joined
- Apr 28, 2012
- Messages
- 3,421
** Note: This is a Demo of possibility without showing 'how' to achieve the result **
It is possible to HT using a weed burner + Toaster Oven + Freezer and produce good quality blades.
S30V 62.5rc, 15 DPS, BET less than 0.010"
440C 61rc, 15 DPS, BET less than 0.010"
Edge Stability Test: Whittle Bamboo; Argentine Lignum Vitae; Cut & Chop rope on beef rib bone backing; whittle elk antler tip
Result: Both Passed!
Edit: Test S30V at 13.5 dps
It is possible to HT using a weed burner + Toaster Oven + Freezer and produce good quality blades.
S30V 62.5rc, 15 DPS, BET less than 0.010"
440C 61rc, 15 DPS, BET less than 0.010"
Edge Stability Test: Whittle Bamboo; Argentine Lignum Vitae; Cut & Chop rope on beef rib bone backing; whittle elk antler tip
Result: Both Passed!
Edit: Test S30V at 13.5 dps
Last edited:
BluntCut MetalWorks
Knifemaker / Craftsman / Service Provider
- Joined
- Apr 28, 2012
- Messages
- 3,421
Testing Frank Richtig Knife at 18dps. It passed relevant tasks - cut various non-ferrous material. At 58hrc, this edge failed to whittle a nail.
65rc S60V Puukko @ 11 degrees per side. Test minor wood works, cut rope, whittle elk antler tip
Result = passed!
65rc S60V Puukko @ 11 degrees per side. Test minor wood works, cut rope, whittle elk antler tip
Result = passed!
BluntCut MetalWorks
Knifemaker / Craftsman / Service Provider
- Joined
- Apr 28, 2012
- Messages
- 3,421
1095 8" blade, 18dps ~.010" BET Test chop woods and 16D nail. Hammer nail using flat part of the blade.
BluntCut MetalWorks
Knifemaker / Craftsman / Service Provider
- Joined
- Apr 28, 2012
- Messages
- 3,421

Test whittle elk antler tip. Cut rope; electrical cord, Argentine Lignum Vitae
BluntCut MetalWorks
Knifemaker / Craftsman / Service Provider
- Joined
- Apr 28, 2012
- Messages
- 3,421

- Joined
- Aug 5, 2001
- Messages
- 4,306
More positive proof why 1095 with proper heat treatment is a force to be reckoned with, and why I love it.
BluntCut MetalWorks
Knifemaker / Craftsman / Service Provider
- Joined
- Apr 28, 2012
- Messages
- 3,421
YupMore positive proof why 1095 with proper heat treatment is a force to be reckoned with, and why I love it.
 I don't think any blade made from med-to-high alloyed steel can do this.
I don't think any blade made from med-to-high alloyed steel can do this.BluntCut MetalWorks
Knifemaker / Craftsman / Service Provider
- Joined
- Apr 28, 2012
- Messages
- 3,421
Establishing a baseline/control/reference testing benchmark of Spyderco Factory zdp-189 knife by whittle elk antler and cut heavy scouring pad.
Inches of heavy duty scouring pad cut by Spyderco zdp-189:
Factory edge: 18"
15dps and thinned BET: 27"
BCMW's sequenced blades result:
66rc M2 10dps: 36"
66.5rc CPM T-15 9dps: 100"
Inches of heavy duty scouring pad cut by Spyderco zdp-189:
Factory edge: 18"
15dps and thinned BET: 27"
BCMW's sequenced blades result:
66rc M2 10dps: 36"
66.5rc CPM T-15 9dps: 100"
BluntCut MetalWorks
Knifemaker / Craftsman / Service Provider
- Joined
- Apr 28, 2012
- Messages
- 3,421

BluntCut MetalWorks
Knifemaker / Craftsman / Service Provider
- Joined
- Apr 28, 2012
- Messages
- 3,421
I built a vertical impactor to measure impact toughness of subsize charpy specimen (2.5 x 10 x 5 5 mm)
Impactor specs: 2mm wide carbide striker, carbide anvil with 40 mm gap, striker weight 4.445Kg
Impactor specs: 2mm wide carbide striker, carbide anvil with 40 mm gap, striker weight 4.445Kg
tinfoil hat timmy
Gold Member
- Joined
- Aug 21, 2014
- Messages
- 18,579
I'll have a happy meal with the 66.5rc CPM T-15 @ 9dps please.
and a soda
and a soda
BluntCut MetalWorks
Knifemaker / Craftsman / Service Provider
- Joined
- Apr 28, 2012
- Messages
- 3,421
Thanks Timmy. 66.5rc T-15 above has been sent to a knifenut for 60days happy meal evaluation.
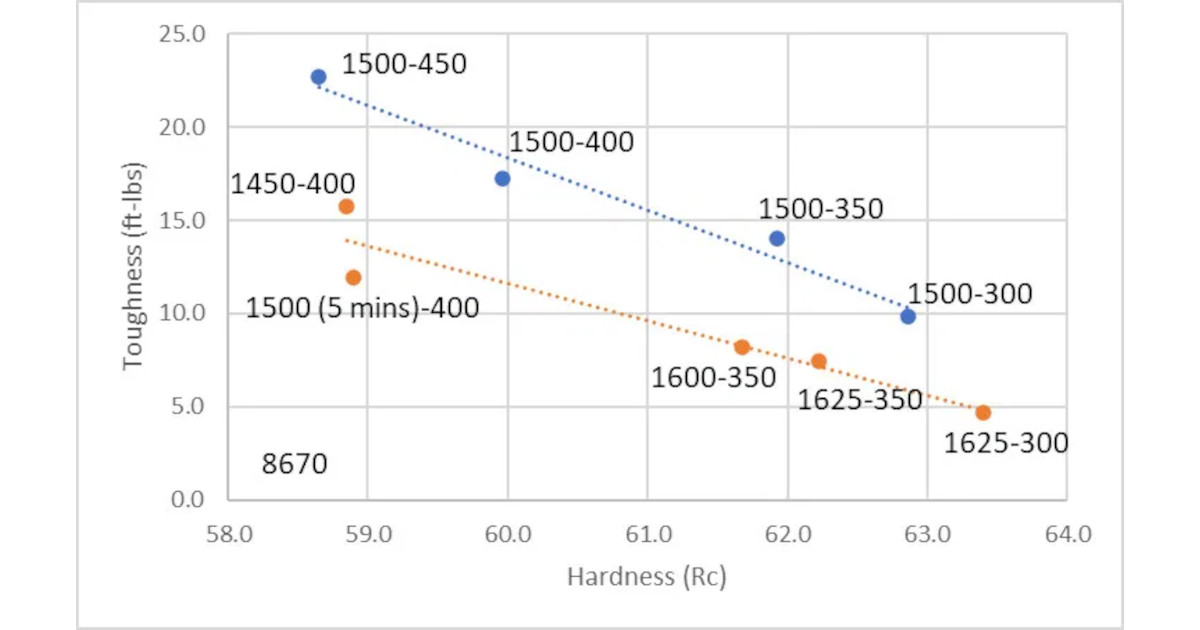
Thanks J! Agreed, high carbon low alloy steels can be very good and capable of exceed overall edge stability of mid & high alloyed steels. I chose 1095 to experiment on because it has low (published #) toughness - #s published by Larrin
(Knife Steel Nerds . com). Thus more readily to measure performance differences between reference and my works. I use this chart as reference:
Larrin
(Knife Steel Nerds . com). Thus more readily to measure performance differences between reference and my works. I use this chart as reference:
 knifesteelnerds.com
knifesteelnerds.com


Per my previous post result - at any rate, straight line extrapolation for 59rc 8670 = ~25 Ft-Lbf. So at 59rc, BCMW 1095 has 72% impact toughness of 8670.
OTOH this chart from article shows

where at 60rc - this chart 1095 only 18% as tough as 8670 if using # on this chart. If using 8670# from previous chart, this chart 1095 is 45% tough as 8670
I'll have a happy meal with the 66.5rc CPM T-15 @ 9dps please.
and a soda
Thanks J! Agreed, high carbon low alloy steels can be very good and capable of exceed overall edge stability of mid & high alloyed steels. I chose 1095 to experiment on because it has low (published #) toughness - #s published by
How to Heat Treat 8670 - Knife Steel Nerds
8670 is a popular steel for being easy to work and heat treat. We did a study on how to optimize its toughness and hardness.
Per my previous post result - at any rate, straight line extrapolation for 59rc 8670 = ~25 Ft-Lbf. So at 59rc, BCMW 1095 has 72% impact toughness of 8670.
OTOH this chart from article shows
where at 60rc - this chart 1095 only 18% as tough as 8670 if using # on this chart. If using 8670# from previous chart, this chart 1095 is 45% tough as 8670
Cool stuff, Luong. 1095 isn't considered a tough steel, but I've found that it can vary quite a bit. My forged 1095 from Larry Withrow -- about 60 Rc -- is amazing stuff. Other 1095 isn't nearly as good.